
-
-
If you have set up a different extruder steps/mm value (e_step) than stock in the past we recommend resetting it to its default.
-
E step calibration isn't a reliable way to calibrate your extrusion because you are not measuring where it matters (what goes out of the nozzle). It is also a painful process to adjust e_step per type of filaments, the extrusion multiplier in PrusaSlicer is a lot easier to handle.
-
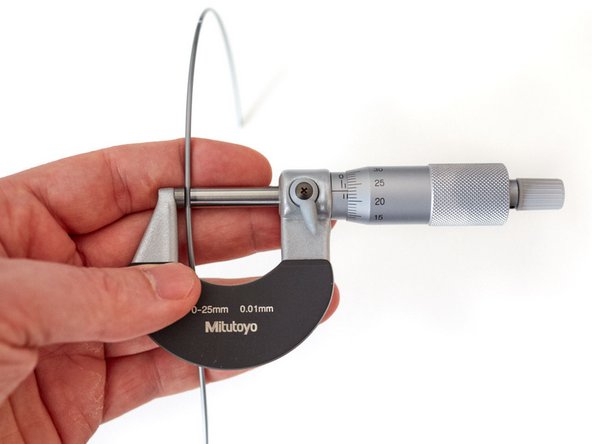
We recommend a micrometer instead of a caliper for the following steps. Calipers are not precise enough to measure such small values and a micrometer has a ratchet system made to apply same pressure for all measures.
-
If you still want to use caliper, make sure to always use the same pressure when you measure and don't press too strongly.
-
Tip: If you like to buy a micrometer, choose a quality one. We can recommend Mitutoyo 102-301 for its low price and quality. You can also check second hands market. Some recommended brands: Etalon, Mahr, Mitutoyo, Tesa, Starrett.
-
-
-
Download the calibration model from thingiverse.com/thing:3405991 or from github.com/gregsaun/.../test/cube
-
-
-
Measure your filament diameter with a micrometer. Write it on a piece of paper.
-
You could un-spool a little the filament, measure at several places and calculate the average.
-
-
-
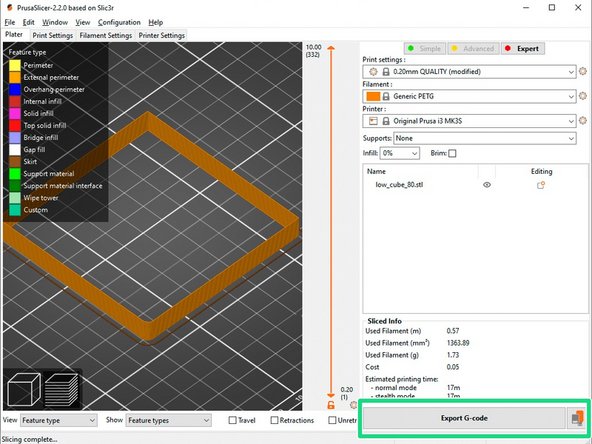
Start PrusaSlicer and load the calibration model. On the main page, select the following parameters:
-
Print settings: 0.20mm QUALITY
-
Filament: choose the filament profile corresponding to the filament you want to calibrate.
-
Enter your measured filament diameter into the corresponding input under filament settings.
-
Set your extrusion multiplier to 1.00
-
-
-
Set the following print settings:
-
Spiral vase mode (and accept dialog to auto-configure settings accordingly)
-
Solid layers Top and Bottom: 0
-
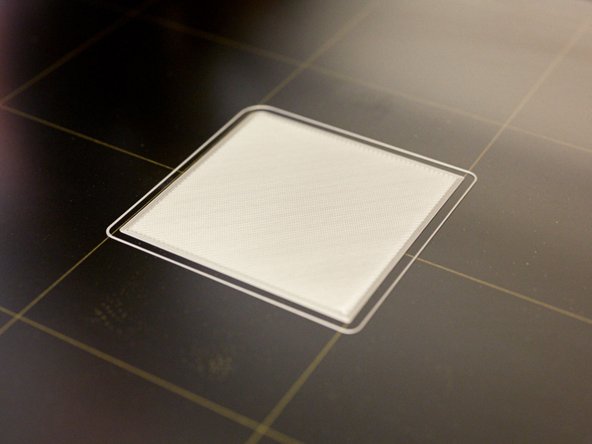
Slice the model and start the print.
-
-
-
Measure thickness of all the perimeters and calculate the average.
-
The most reliable measure is on the center of each walls as shown on the image.
-
-
-
Calculate your new extrusion multiplier using the formula on the 1st image. Here is an example:
-
Your original extrusion multiplier = 1.00 and your average perimeter thickness = 0.47mm.
-
Your are using a 0.4mm nozzle, so your target/expected extrusion width is 0.45mm.
-
Your new extrusion multiplier = (1.00 · 0.45)/0.47 = 0.957
-
Enter the new extrusion multiplier value in the filament settings page of PrusaSlicer.
-
-
-
Slice and print the calibration model again with the new extrusion multiplier value.
-
Verify the wall thickness with your micrometer. Repeat the previous steps if refinement is needed.
-
Do not change the printing temperature during these steps. Temperature might change the flow and therefore the extrusion multiplier.
-
Tip: The extrusion multiplier is generally constant for a whole spool (if you do not change temperature) but the filament diameter will change. Therefore, before slicing a part, measure the filament diameter you are going to use and enter it into PrusaSlicer.
-
-
-
You can now more finely recalibrate your first layer.
-
You could print the first layer of the previous calibration model as a test.
-









Cancel: I did not complete this guide.
13 other people completed this guide.

4 Comments
Do you need to do the test cube print for every new filament? Or the extruder multiplier remains the same?
It might change between spool (even sometimes from same brand, type and color) so I recommend to do it
This guide is great! I got my extrusion width to exactly 0.45mm. With Prusament, luckily the filament measurements are already supplied, so I only had to do the two test prints before and after.
Thanks so much for your work!